Caracterización mecánica de
materiales con matrices biodegradables impresas en 3D
Mechanical characterization of materials with 3D printed
biodegradable matrices
Gerardo Andrés Alvarenga
Salinas1* , Eduardo Giangreco1, Williams Bobadilla1, Jeisson Sastoque2, Carmen Sánchez1, Magno Maíz1 1Universidad Nacional de
Asunción. Facultad Politécnica. San Lorenzo, Paraguay. 2Universidad
Santo Tomás. Departamento de Ingeniería. Bogotá, Colombia *Autor de
correspondencia: gaas@pol.una.py.
, Eduardo Giangreco1, Williams Bobadilla1, Jeisson Sastoque2, Carmen Sánchez1, Magno Maíz1 1Universidad Nacional de
Asunción. Facultad Politécnica. San Lorenzo, Paraguay. 2Universidad
Santo Tomás. Departamento de Ingeniería. Bogotá, Colombia *Autor de
correspondencia: gaas@pol.una.py.
Recibido:15 julio 2021
Aceptado:9 diciembre 2021
Recibido en versión modificada:3 de mayo 202
2.
Alvarenga Salinas, G. A., Giangreco, E., Bobadilla, W.,
Sastoque, J., Sánchez, C. & Magno, M. (2022). Caracterización mecánica de
materiales con matrices biodegradables impresas en 3D. Revista investigaciones
y estudios – UNA, 13(1), 3-15. https://doi.org/10.47133/IEUNA22201b
Resumen. En el
presente trabajo se investigó la resistencia mecánica de materiales poliméricos
biodegradables fabricados con impresoras 3D. Las probetas fueron impresas al
15% de relleno en la estructura interna con filamentos de Ácido Poliláctico
(PLA) comercial dispuestos en distintos patrones geométricos de mallado de
impresión, tales como hexágonos, triángulos, cuadrados, entre otros. Fue
establecido una categorización de las mismas basado en sus patrones
estructurales de impresión 3D y sus respectivos desempeños en ensayos de
tracción. La probeta de mallado triangular presentó el mejor desempeño con
valores de esfuerzo máximo a la tensión promedio de 25,1 MPa, elongación máxima
promedio de 3,51 mm y Módulo de Young aproximado de 469,32 Mpa. Esta
categorización del material PLA impreso, basado en su patrón estructural de
impresión 3D y su resiliencia mecánica de tracción, puede representar un
criterio importante para adecuar la aplicación de los mismos. Este trabajo
contribuye a los nuevos avances tecnológicos sin olvidar las obligaciones con
el medio ambiente y enfatizando el desarrollo sostenible.
Palabras clave.
impresión 3D, PLA, tracción, sostenibilidad, biodegradable.
Abstract. In this work the resistance of 3D-printed
biodegradable polymeric materials is evaluated according to different printing
patterns. The specimens were printed at 15% fill in the internal structure with
commercial Polylactic Acid (PLA) filaments arranged in different geometric
patterns of printing mesh, such as hexagons, triangles, squares, among others.
They were categorized based on both, their 3D printing structural patterns, and
their performance in tensile tests. The triangular mesh specimen presented the
best performance reaching values of maximum stress at average tension of 25.1 MPa,
average maximum elongation of 3.51 mm and approximate Young's Modulus of 469.3
MPa. This type of categorization of 3D-printed PLA material, based on its 3D
printing structural pattern and its mechanical tensile strength, represents an
important criterion to optimize decisions during applications. Overall, this
work contributes to technological advances without forgetting the obligations
to the environment and sustainable development.
Keywords. 3D
printers, PLA, traction, sustainability, biodegradable, technology.
INTRODUCCIÓN
En
la actualidad la impresión 3D está en auge, siendo cada día más accesible. Las
aplicaciones son muy variadas, un ejemplo de esto son las prótesis dentales,
como se muestra en el artículo publicado por Espada y Nieto Sánchez (2013), en
su obra Modelos de estudio 3D, donde la impresión de elementos de
inmovilización semisólidos de plástico, que son más livianos, reemplaza al yeso
como soporte de extremidades con lesiones.
En
este estudio se utilizó filamentos para impresoras 3D de ácido polilácticos
PLA, polímero biodegradable derivado del ácido láctico, (Sáez y Ariel, 2013). Es un material altamente versátil,
sintetizado de recursos renovables al 100%, como son el maíz, la remolacha, el
trigo y otros productos ricos en almidón, (Schebor,
2000). Este ácido tiene muchas características equivalentes e incluso mejores
que muchos plásticos derivados del petróleo, lo que hace que sea eficaz, debido
a su biodegradabilidad, propiedades de barrera y biocompatibilidad, éste
biopolímero ha encontrado numerosas aplicaciones ya que presenta un amplio
rango inusual de propiedades, desde el estado amorfo hasta el estado
cristalino; propiedades que pueden lograrse manipulando las mezclas entre los
isómeros D(-) y L(+), los pesos moleculares y la copolimerización (Dickneider,
2019).
Además,
en la fabricación de materiales es de vital importancia conocer la resistencia
mecánica de objetos y piezas que componen una máquina o estructura, que, a su
vez, dependiendo de la aplicación que se le va a dar, repercute directamente en
factores como durabilidad y costo, los cuales son fundamentales en la
industria.
Según
Molina O. (2016), el estudio de las propiedades mecánicas consiste en conocer
si un polímero es suficientemente resistente como para soportar la solicitud de
una carga en particular. Los polímeros como grupo de materiales resultan muy
difíciles de clasificar desde el punto de vista de su comportamiento mecánico.
Estas propiedades difieren bastante unas de otras y a su vez, se ven afectadas
durante el ensayo por condiciones tales como la temperatura, naturaleza química
del medio, entre otros (Mott, 2009).
En
las impresiones 3D se aprecian los patrones de mallados internos con formas de
figuras geométricas básicas como triángulos y cuadrados. Es preciso mencionar
algunas de las investigaciones ya realizadas que constituyeron la base para
este trabajo, Lanza Sánchez (2015), que habla sobre los diferentes métodos para
el análisis de los polímeros y Molina O. (2016), sobre materiales
termoplásticos (ABS, PLA) impresos en 3D.
Esta
investigación tiene como objetivo principal la caracterización mecánica de
materiales con matrices PLA biodegradables. Además, se evaluaron distintos
patrones geométricos de mallado estructural obtenidos por el método de manufactura
aditiva de impresión 3D. Finalmente, se compararon las resistencias mecánicas
correspondientes a cada uno de los patrones de mallado de impresión.
MATERIALES Y MÉTODOS
La
elaboración y caracterización de las probetas fueron realizadas en el
laboratorio de la carrera de Ingeniería en Ciencias de los Materiales de la
Facultad Politécnica de la UNA y en el Instituto de Pesquisas Energéticas e Nucleares
IPEN, Universidad de São Paulo, Brasil.
El filamento utilizado para el
proceso de impresión 3D fue el ácido poliláctico (PLA), biopolímero
termoplástico cuya molécula precursora es el ácido láctico (Sáez y Ariel, 2013). En la Figura 1 se observa un
resumen de la obtención del polímero, que básicamente se divide generalmente en
dos etapas consecutivas: la primera la síntesis del ácido láctico y la segunda
la polimerización.
El método de impresión 3D aplicado
fue el de manufactura aditiva por medio del cual, se obtuvieron las probetas
con distintos patrones de mallados internos, estructurados de acuerdo con la
norma ASTM D638-14 (2015) para ensayos mecánicos. Avances recientes también
han aportado en crear nuevos materiales de impresión por el método de Modelado
por Deposición Fundida (FDM), (Alvarez et al.,
2016).
Cabe
resaltar, que el método de impresión 3D empleado cuenta con el programa
Autodesk Fusión 360, que permitió el diseño de las probetas, con las medidas
dadas por la norma mencionada más arriba, detalladas en la figura 2.
Figura 1. Proceso de polimerización. Fuente: Dickneider (2019).
Figura 2. Cotas de la probeta utilizada
para pruebas de tracción según Norma ASTM D638-14 (2015).
Una
vez terminado el diseño se procedió a exportar el archivo en formato STL
(abreviatura del inglés stereolithography), que es un formato de archivo
informático de diseño asistido por computadora (CAD) que define la geometría de
un objeto diseñado en 3D. Este formato es ampliamente usado en el mundo de la
impresión 3D y prácticamente todos los programas de impresión 3D soportan este
formato. A diferencia de otros solo contiene la información de la forma del
objeto, no hace referencia a color, textura, entre otros.
Luego
de tener preparado el archivo de las probetas, se procedió a la impresión de
los objetos con la impresora Prusa I3, con relleno de 15 % en todas las
probetas y con 5 tipos de patrones de mallados distintos en sus estructuras
internas.
El
programa encargado de pasar del objeto STL al formato que entiende la
impresora, denominado código G (G-code), fue el programa Cura. En este punto,
al pasar del STL al código G, uno elige la estructura interna que tendrá la
impresión del objeto.
En
la Figura 3 se muestra una captura de pantalla realizada a la mesa de trabajo
del programa Autodesk Fusion 360, donde se observa la cantidad de herramientas
que tiene este programa bastante útil y versátil, con el que se puede hacer
todo lo que uno imagine. Este programa puede integrarse sin problemas con otros
programas de diseño y tiene soporte para otros formatos de objetos 3D.
Los
patrones a ser estudiados son, el patrón lineal, el patrón rejilla (Grid), el
patrón concéntrico, el patrón triángulo, el patrón tri-hexagonal, en total son
5 y estos se configuran desde el programa de impresión Cura.
Los
patrones llamados en este programa con un cierto nombre, puede diferir al de
otros programas, pueden ser los mismos patrones, pero con nombres distintos,
por eso cada uno de los patrones estudiados se detallarán para evitar
confusiones o ambigüedades de cualquier tipo. Cada uno de los nombres de los
patrones ya da idea de la forma interna que estos tendrán.
El
patrón de impresión lineal posee líneas entrelazadas entre sí, muy
parecidas al patrón rejillas, pero a diferencia de éste, las del tipo lineal
están más juntas entre sí.
Figura 3. Captura de pantalla del área de
trabajo del Programa Autodesk Fusion 360.
Figura 4. Disposición del patrón lineal.
En la Figura 4 se puede apreciar la forma de este patrón, la imagen es
una captura directa del programa utilizado para la impresión de la probeta.
El
Patrón de impresión rejilla (Grid) este es otro de los patrones disponibles en
la mayoría de los programas de impresión debido a su sencillez con la que debe
moverse la impresora para lograr estos patrones en forma de rejilla.
Como
mencionamos anteriormente en la descripción del patrón lineal, el patrón
rejilla se asemeja al patrón lineal, la diferencia es que tiene una mayor
separación entre sus líneas y utiliza menos filamentos a la hora de imprimirse.
En la Figura 5 podemos ver este patrón desde una captura directa del programa
Cura.
Figura 5. Disposición del patrón rejilla.
Figura 6. Disposición del
patrón triangular.
El Patrón de impresión Triangular utiliza como base el
polígono más sencillo de todos, el triángulo. Este tiene tres puntos de apoyos
principales, por lo que la carga se distribuye en la estructura más
equitativamente, en la Figura 6 se muestra el patrón.
En la figura 7 se observa a Patrón de impresión tri-hexagonal, en este caso el cuarto patrón a probar, son patrones hexagonales que
ofrece entre sus opciones el programa de impresión Cura.
Figura 7. Disposición del
patrón Tri-hexagonal.
Figura 8. Disposición del patrón
concéntrico.
El
Patrón concéntrico es el último patrón que probamos, que toma la forma del
objeto a imprimir y va afuera y hacia adentro, concéntricamente, como se
observa en la Figura 8.
Para
la parte experimental se utilizaron distintas herramientas para tal fin, como
la impresora 3D para la impresión de las probetas como se observa en la figura
9, el programa de impresión Cura, la máquina universal para las pruebas de
tracción, y también las planillas del programa Microsoft Excel utilizadas para
el análisis estadístico luego de obtener los resultados de las pruebas
realizadas. Más abajo se estará hablando de cada herramienta y de algunas fotos
del proceso de experimentación. Los resultados arrojados por el programa
de la máquina universal son determinantes, ya que gracias a ello se puede
determinar cuál de las probetas tiene el mejor desempeño mecánico, al comparar
las 5 probetas o piezas de pruebas de cada Tipo de Patrón de Mallado Interno de
Impresión, los cuales suman en total 25 ensayos de tracción.
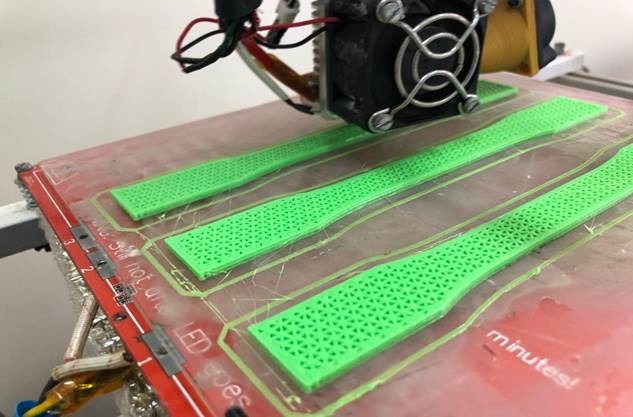
Figura 9. Impresora
3D en acción de impresión de probetas.
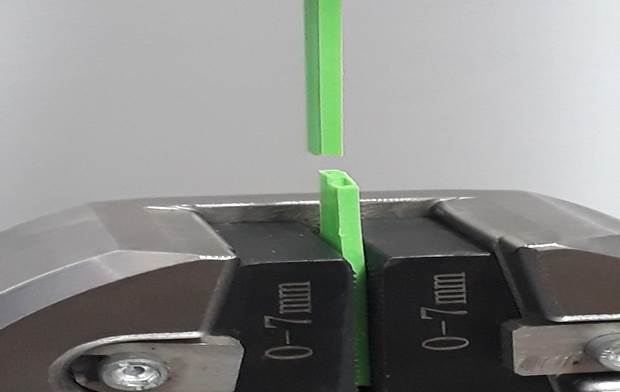
Figura 10. Probeta después del ensayo de
tracción.
Para
la prueba de tracción se utilizó la máquina universal, con la cual, se puede
realizar pruebas de tracción y de tensión como podemos ver en la Figura 10. El
programa va registrando los datos del sensor de presión que posee al realizar
la prueba y por cada paso que da va guardando los datos en una planilla.
Una
vez finalizado el proceso de tracción, es decir, cuando el material cede y se
produce una rotura, el programa de la máquina universal genera otro archivo con
la gráfica respectiva al proceso de tracción y también en una tabla ciertos
datos relevantes para el posterior análisis de las pruebas realizadas.
Se
realizaron 5 ensayos de tracción de las Probetas por cada Tipo de Patrón de
Mallado de Impresión, que son también 5. Para cada patrón se obtienen sus
curvas y sus datos de las propiedades mecánicas, que luego nos sirven como
datos para encontrar el módulo de Young resultante de cada una de las Probetas
y promediar el resultado general para obtener el módulo de Young final para
cada Tipo de Patrón de Mallado de Impresión.
Para calcular el módulo de Young se consideran la relación
señalada en un apartado más arriba, para ello utilizamos los datos de variación
de longitud, longitud inicial, y también, el esfuerzo máximo sometido a la
probeta indicados por Fombuena et al., 2016.
Más abajo se procede a mostrar los datos obtenidos y también el resultado final
del módulo de Young para cada patrón.
RESULTADOS
A
continuación, en la Tabla 1 se exponen los resultados obtenidos durante el
ensayo de tracción, de los cinco tipos de probetas fabricadas con un patrón de
mallado específico, pudiendo ser de grilla, triángulo, línea, tri-hexagonal o
concéntrico.
Durante
los ensayos se pudo observar un comportamiento frágil de las probetas,
mostrando muy poca deformación elástica y plástica. Por tanto, los elementos de
prueba presentaron fracturas de carácter frágil. Además, es importante
mencionar que las probetas mostraron varias fracturas en una misma. Y en otras
probetas se observaron muchos defectos tipo vacantes, es decir, formación de
huecos en las zonas de fracturas.
Algunos
de los resultados más resaltantes que nos proporcionó la máquina universal,
fueron los obtenidos por las probetas impresas con el Patrón de Mallado de
Impresión Triangular, con valores de 3,51 milímetro de máxima elongación, justo
en el punto de ruptura, también podemos ver que la máxima fuerza de 1043,3
Newton fue utilizada hasta el punto de dicha ruptura, y el esfuerzo máximo
alcanzado de 25,1 megapascales, con un módulo de Young promedio de 469,32 Mpa,
convirtiéndose en las probetas con mejor desempeño mecánico de tracción.
En
segundo lugar, encontramos a las probetas con Patrón de Mallado de Impresión
Concéntrico, cuyos valores promedios destacados en el ensayo mecánico de
tracción fueron como la máxima elongación con 3,14 milímetro, máxima fuerza de
1072,4 N y esfuerzo máximo en la ruptura 25,7 megapascales. También, se podría
citar en un tercer lugar a las probetas con Patrones de Mallados de Impresión
Tri-Hexagonal, ya que obtuvieron un módulo de young promedio de 419,90 Mpa. Y
en los dos últimos lugares, con un desempeño casi similar en sus resistencias a
la tracción fueron las probetas con Patrón de Mallado de Impresión Lineal y
Grilla.
En
la Figura 11 podemos observar el
primer plano de estos patrones internos para poder compararlos, en la parte 1,
podemos ver el patrón triangular, con los nodos que los compone, y en la parte
2, podemos ver el patrón tri-hexagonal. Aquí se comparan los resultados
obtenidos por la probeta del patrón triangular, que opone más resistencia a la
tracción.
Haciendo
una comparación más tangible, al promediar la fuerza de todas las pruebas
realizadas a las probetas con patrón de mallado triangular, resulta en 729
Newtons aproximadamente, lo cual si lo dividimos por la gravedad local que es
aproximadamente 9.8 m/s2, nos puede dar la masa que puede soportar
la probeta si se lo coloca en forma que estire al material impreso con esta
cantidad de masa, que haciendo cálculos sale aproximadamente 74 Kilogramos como
máximo.
Tabla 1.
Resultados del ensayo de tracción en la Máquina Universal.
|
Tipo de patrón
mallado
|
Pico de Fuerza (N)
|
Esfuerzo de
Tracción (MPa)
|
Pico de Elongación
(mm)
|
Porcentaje de pico
de elongación (%)
|
Área (mm^2)
|
Longitud del
Calibre/Carga (mm)
|
Módulo de Young
(Mpa)
|
|
Grilla
|
821,7
|
19,7
|
2,65
|
5,31
|
41,6
|
50
|
372,15
|
|
Triángulo
|
1043,3
|
25,1
|
3,51
|
7,02
|
41,6
|
50
|
469,32
|
|
Línea
|
824,7
|
19,8
|
2,91
|
5,82
|
41,6
|
50
|
340,16
|
|
Tri-Hexagonal
|
978,8
|
23,5
|
2,80
|
5,59
|
41,6
|
50
|
419,90
|
|
Concéntrico
|
1072,4
|
25,7
|
3,14
|
6,29
|
41,6
|
50
|
410,10
|
Figura 11. Comparación del patrón triangular y tri-hexagonal.
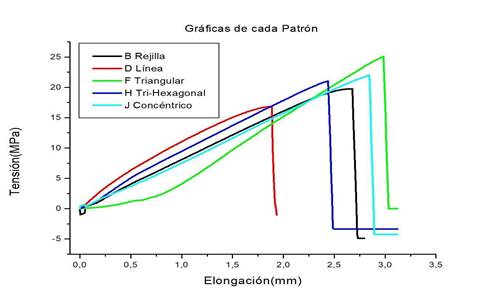
Figura 12. Comparación de Curvas de tracción.
En
la Figura 12 se compararon los tipos de patrón de mallado de impresión para el
ensayo mecánico de tracción realizado a las probetas. Cada color representa el
promedio de la relación entre tensión y elongación para cada tipo de probeta.
Podemos apreciar que todas las gráficas han sido similares, tienden a una recta
hasta que caen repentinamente cuando se llega al punto de quiebre. Se pudo observar
que la curva donde existe el pico de elongación mayor fue con el patrón de
mallado triangular con 3,51 mm, seguido por el patrón de mallado
concéntrico con 3,14 mm, mientras que, el patrón de mallado en línea mostró la
menor elongación 2,91 mm.
Podemos ver en la Figura 13 una toma bajo la lupa en la
zona de la rotura, se puede ver los filamentos en pequeños tamaños depositados
y agrupados. También, un hueco en el centro de la probeta, dejado por la impresora
a la hora de la impresión ya que utilizó un relleno del 15 %.
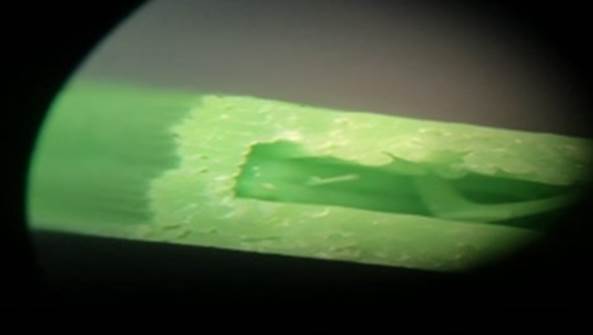
Figura 13. Foto bajo la lupa en la zona de la rotura de la probeta.
Para el Patrón de Mallado de Impresión Tri-Hexagonal, por
ejemplo, no posee uniones o nodos, más bien poseen huecos que se generan al ir
imprimiendo las probetas en su mallado de estructura interna, permitiendo así,
que dicho material internamente se estire, pierda resistencia y esto produce un
estiramiento general del material, haciendo que ceda mucho más rápido a la
rotura en el ensayo de tracción esto es señalado por González
Carbonell et al., 2008.
DISCUSIÓN
Con
esta investigación se pudo lograr determinar ciertas propiedades mecánicas de
materiales poliméricos impresos en 3D, de vital importancia según sus
aplicaciones en diferentes áreas, constituyendo una variable fundamental el
patrón de mallado de impresión.
Se
pudo determinar que el Patrón de Mallado de Impresión más resistente a la
tracción ha sido el Triangular, con un esfuerzo máximo a la tensión promedio de
25,1 MPa y una elongación máxima promedio de 3,51 mm. Este motivo obedece a que
este patrón posee puntos de uniones o nodos en su estructura de mallado interno
en donde se acentúa la resistencia del material, ya que en ese punto
prácticamente no hay estiramiento. Estos resultados son muy similares a lo
obtenido por Ibarra, Cruel Restrepo y Díaz Castaño (2018) donde caracterizaron
propiedades mecánicas de probetas fabricadas bajo la técnica de modelado por
deposición fundida tanto con materia prima PLA y ABS.
Así
también, el módulo de Young aproximado obtenido por una de las probetas con el
Patrón de Impresión Triangular ha sido de 469,32 Mpa muy superior a los valores
más altos 128,7 y 123,9 MPa respectivamente, de las probetas O y R impresas con
porosidad (p) 50% y ángulo de trama (a) 0-90° con ABS que hemos observado en la
investigación de propiedades mecánicas de piezas en ABS en función de
parámetros de proceso de manufactura aditiva FDM (Velasco, Suárez y Ardila,
2017).
Por
lo que respecta al porcentaje de deformación se han obtenido valores máximos
como 7,026; 6,287 y 5,587 % en el momento de las rupturas de las probetas
ensayadas con relleno del 15 % de concentración, para los patrones triangular,
concéntrico y tri-hexagonal respectivamente. Se podría decir que estos valores
mencionados arriba de esta investigación están por encima de los rangos indicados
por Ruiz-Dominguez et al. (2019), quienes habían hecho un trabajo sobre el
estudio de esfuerzo y deformación de piezas de Impresión 3D, en cuyo estudio
han obtenido un valor mínimo de 4,24% y un valor máximo de 5,81% de deformación
en sus respectivas probetas ensayadas.
Cabe
destacar que el tipo de patrón de mallado en la impresión 3D mostró diferencias
en las propiedades mecánicas del PLA, por tanto, podemos considerar que un
polímero impreso en 3D ofrece distintos comportamientos mecánicos. Esto puede
resultar muy importante a la hora de la aplicación del material, porque un
mismo polímero impreso en 3D con una diferencia en el patrón de mallado dará
como resultado diferencias en la resistencia mecánica del material. Por tanto,
las impresiones 3D deberán tener en cuenta el tipo de patrón de mallado según
la aplicación del polímero utilizado. Una característica del polímero impreso
en 3D es que presenta propiedades mecánicas similares a una cerámica, poca o
nula deformación plástica y una fractura frágil.
Para trabajos posteriores, se podrían realizar pruebas con
diferentes porcentajes de relleno interno, por tanto, caracterizar, comparar y
valorar la calidad de estos materiales para diversas aplicaciones. Así también,
se podrían incluir otros parámetros tales como velocidad de impresión,
temperatura de la boquilla (Hot-End), temperatura de la cama y, hasta el ángulo
de impresión de la pieza respecto a un eje determinado. El desafío sería
encontrar una combinación exacta para lograr resultados óptimos en la impresión
de piezas en 3D. Por último, se podría estudiar la degradación de los
filamentos poliméricos utilizados en las impresiones, para analizar la
influencia de la humedad y temperatura a la resistencia mecánica del material.
Declaración de interés. Los autores declaran no tener conflicto de intereses.
Fuente de Financiamiento. sin financiamiento externo.
REFERENCIAS
BIBLIOGRÁFICAS
Ruiz-Dominguez,
G. A., Rivera-Landaverde, R. U., Orrantia-Daniel, G., Tellez-Moroyoqui, M. J.
& Valenzuela Martínez, Á. A. (2019). Estudio de Esfuerzo y Deformación de
Piezas de Impresión 3D. Conciencia Tecnológica, (57).
Alvarez
C., K. L., Lagos Cereceda, R. F. & Aizpun, M. (2016). Influencia del
porcentaje de relleno en la resistencia mecánica en impresión 3D, por medio del
método de Modelado por Deposición Fundida (FDM). Ingeniare: Revista Chilena
de Ingeniería, 24(5), 17-24.
Dickneider,
T. A. (2019). Petretec. La Tecnología De Dupont Para La Regeneración De
Poliésteres. Green
Chemistry. Department of Chemistry, University of Scranton.
Espada,
O. F. & Nieto Sánchez, I. (2013). Modelos de estudio 3D. Ventajas e inconvenientes. Madrid. Departamento de
Odontoestomatología del Hospital San Rafael.
Fombuena
Borrás, V., Fenollar Gimeno, O. A. & Muñoz, N. M. (2016). Caracterización
de Materiales Poliméricos. Valencia. Universidad Politécnica de Valencia.
González
Carbonell, R. A., Álvarez García, E. & Abreu González, K. (2008).
Influencia de los Aditivos sobre las Propiedades Mecánicas de los Elastómeros. Tecnología
Química, 28 (2), 26-34.
Ibarra
H., A. F., Cruel Restrepo, C. A. & Díaz Castaño, D. R. (2018). Caracterización
de las Propiedades Mecánicas de Probetas Fabricadas bajo la Técnica de Modelado
por Deposición Fundida. (Trabajo de Grado Ingeniería Aeronáutica). Bogotá.
Facultad de Ingeniería.
Lanza
Sánchez, S. (2015). Estudio del reciclaje de polímeros para la impresión 3D
– Caracterización del PLA. Universidad de Cantabria, 50 p.
Molina
O., J. V. (2016). Caracterización de materiales termoplásticos de ABS y PLA
semi-rígidos impresos en 3D con cinco mallados internos diferentes. (Tesis
de Maestría en Diseño, Producción y Automatización Industrial). Quito. Escuela
Politécnica Nacional, 196 p.
ASTM
D638-14. Editado.
Norma
Internacional de Métodos Estándar de Pruebas para las Propiedades de Tracción
de los Plásticos. (2015). Departamento de Defensa. Estados Unidos. Mott, R. L.
(2009). Resistencia de materiales. 5ta ed. México. Pearson Education.
Sáez, M.
& Ariel, E. (2013). Modificación de las Propiedades del Ácido
Poliláctico. Barcelona. Universidad Politécnica de Catalunya.
Schebor,
C. C. (2000). Estudios sobre la transición vítrea y la estabilidad de biomateriales
de baja humedad. Buenos Aires. Universidad de Buenos Aires, Facultad de
Ciencias Exactas y Naturales.
Velasco,
M. A., Suárez, J. R. & Ardila, D. R. (2017). Caracterización de propiedades mecánicas
de piezas en ABS en función de parámetros del proceso de manufactura aditiva
FDM. Bogotá.
Universidad Santo Tomás.